18665855806咨询热线:
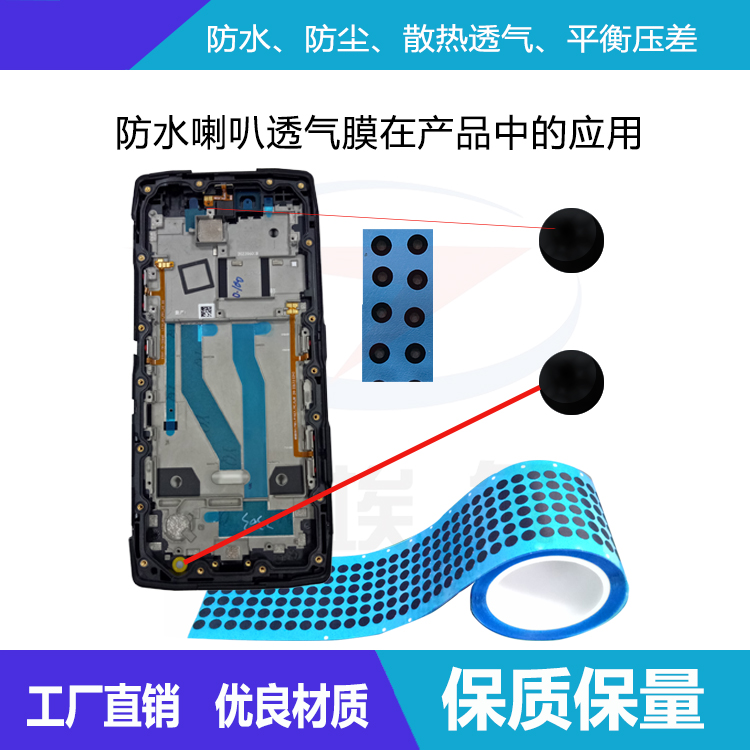
防水透气膜的缩水问题(外表缩凹和内部缩孔),都是因为体积较厚的部位冷却时熔胶补充缺乏而造成的缺点。咱们常常会遇到无论如何加大压力,加大入水口,延伸注射时刻,缩水问题就是无法处理的情况。
在常用的质料傍边,因为冷却速度快,PC料的缩孔问题可谓最难处理,PP料的缩凹和缩孔问题也是比较难处理的。
因而,当遇上厚大件比较严重的缩水问题时,就需求采纳一些非常规的注塑技巧,否则就很难处理问题。
首先,在确保防水透气膜不变形的前提下,采纳尽量缩短冷却时刻的方法,让注塑件在高温下提早出模。此刻注塑件外层的温度依然很高,表皮没有过于硬化,因而内外的温差相对已不是很大,这样就有利于整体缩短,然后减少了注塑件内部的会集缩短。
因为注塑件整体的缩短量是不变的,所以整体缩短得越多,会集缩短量就越小,内部缩孔和外表缩凹程度因而得以减小。
缩凹问题的发作,是因为模具外表升温,冷却才能下降,刚刚凝固的注塑件外表依然较软,未被完全消除的内部缩孔因为形成了真空,致使注塑件外表在大气压力的压迫下向内紧缩,一起加上缩短力的作用,缩凹问题就这样发作了。并且外表硬化速度越慢越易发作缩凹,比方PP料,反之越易发作缩孔。
因而在将注塑件提早出模后,要对其作适当的冷却,使注塑件外表坚持必定的硬度,令其不易发作缩凹。但若缩凹问题较为严重,适度冷却将无法消除,就要采纳冻水激冷的方法,使注塑件外表敏捷硬化才可能防止缩凹,但内部缩孔还会存在。象PP这样表层较软的资料,由於真空和缩短力的作用,注塑件还会有缩凹的可能,但缩凹的程度已大为减轻。
在采纳上述方法的一起,若再选用延伸射胶时刻来替代冷却时刻的方法,外表缩凹乃至内部缩孔的改进将会更好。
在处理缩孔问题时,因模温过低会加剧缩孔程度,因而模具最好用机水冷却,不要运用冻水,必要时还将模温再升高一些,例如注塑PC料时将模温升到100度,缩孔的改进作用才会更好。但若是为了处理缩凹问题,模温就不能升高了,反而需求下降一些。
最终,有时以上方法未必能完全将问题处理,但已经有了效大的改进,假如必定要将外表缩凹的问题完全处理,适量参加防缩剂也是一个不得已的有较方法。当然,透明件就不能这样做了。
假如厚壁件外表仍是存在缩痕,或许遇到偏壁等塑料件,那么引进气体辅佐注塑成型将得到处理。
防水透气膜成型是通过把高压气体引进到制件的厚壁部位,在注塑件内部发作中空截面,完全充填进程、完成气体保压、消除制品缩痕的一项新颖的塑料成型技能。传统注塑工艺不能将厚壁和薄壁结合在一起成型,并且制件残余应力大,易翘曲变形,外表时有缩痕。
新发展的气辅技能通过把厚壁的内部掏空,成功地出产出厚壁、偏壁制品,并且制品外观外表性质优异,内应力低。轻质高强。
电视机、家电、轿车、家具、日常用品、办公用品、玩具等为塑料成型拓荒了全新的应用领域,气辅注塑技能特别适用于管道状制品、厚壁、偏壁(不同厚度截面组成的制件)和大型扁平结构零件。
气体辅佐装置:包含氮气发作和增压体系,压力操控单元和进气元件。气辅工艺能完全与传统注塑工艺(注塑成型机)联接。
减轻防水透气膜制品分量(省料)可高40%,缩短成型周期(省时达30%,消除缩痕,进步成品率;下降注塑压力达60%,可用小吨位注塑机出产大制件,下降操作本钱;模具寿数延伸、制造本钱下降,还可选用如粗根、厚筋、衔接板等更安定的结构,增加了模具设计自由度。
防水透气膜http://www.jiakuncl.com/